山东鑫悦达钢铁有限公司
 第1年
第1年
 第1年
第1年
第1年 
来源:山东鑫悦达钢铁有限公司 时间:2024-12-26 13:30:25 [举报]
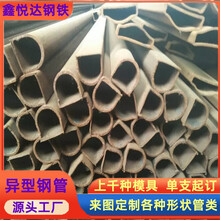
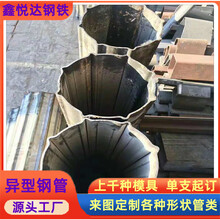
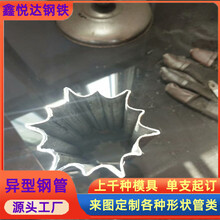
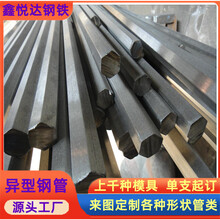
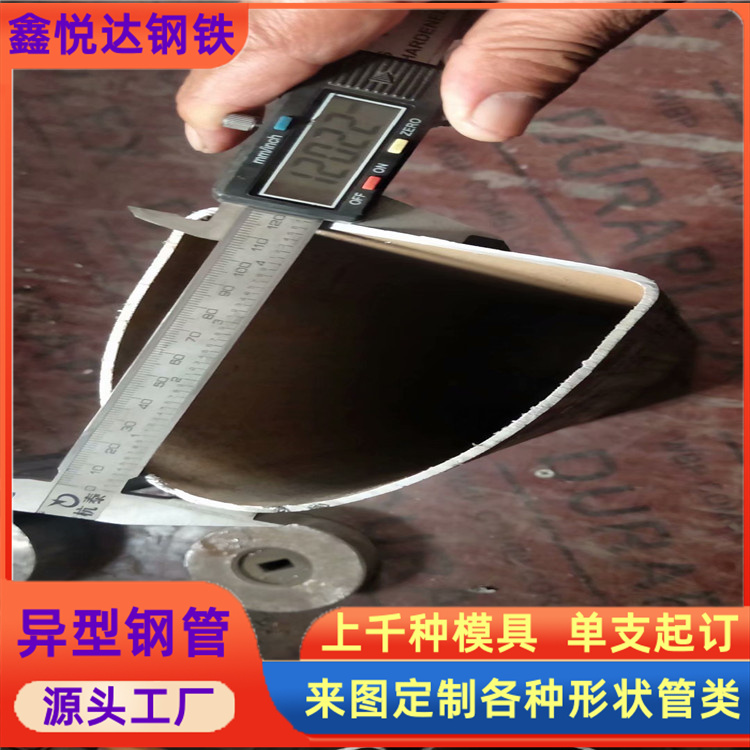
三轮车框架用56×112镀锌马蹄管 厚壁D型管 坚固
山东鑫悦达钢铁有限公司一家从事异型钢管生产销售一体化企业,公司坐落于山东聊城汇通物流园。
在各种异型钢管订制品类当中,随着产品的不断变化,不锈钢异形件加工常常使用激光切割来加工。激光切割的速度快,切口平整光滑,无任何剪切毛刺,加工的精度高,重复性也好,不会损伤材料表面,由数控编程,可对大型面积整板切割,经济又省时。
1.异型钢管激光切割加工是用不可见的光束代替了传统的机械刀,具有精度高,切割快速,不局限于切割图案限制,自动排版节省材料,切口平滑,加工成本低等特点,将逐渐改进或取代于传统的金属切割工艺设备,激光切割是将从激光器发射出的激光,经光路系统,聚焦成高功率密度的激光束。激光束照到工件表面,使工件达到熔点或沸点,同时与光束同轴的高压气体将溶化或气化金属吹走。随着光束与工件相对位置的移动,使材料切成切缝,从打达到切割的目的。
2.异型钢管激光氧气切割原料是用激光作为预热热源,用氧气等活性气体作为切割气体。喷吹出的气体一反面与切割金属作用,发生氧化反应,放出大量的氧化热;另一方面把熔融的氧化物和熔化物从反应区吹出,在金属中形成切口。由于切割过程中的氧化反应产生了大量的热,所以激光氧气切割所需要的能力只是溶化切割的1/2,而切割速度远远大于激光汽化切割和溶化切割,激光氧气切割主要用于碳钢、钛钢以及热处理钢等易氧化的金属材料。
3.异型钢管的激光切割是由激光器所发出的水平激光束经45°全反射镜变为垂直向下的激光束,后经透镜聚焦,在焦点处聚成一极小的光斑,光斑照射在材料上时,使材料很快被加热至气化温度,蒸发形成孔洞,随着光束对材料的移动,并配合辅助气体(有化碳气体,氧气,氮气等)吹走溶化的废渣,使孔洞连续形成宽度很窄(如0.1mm左右)切缝,完成对材料的切割。
4.异型钢管用氧气切割时会得到较好的结果,当用氧气作为加工气体时,切割边缘会轻微氧化。对于厚度达4mm的板材,可以用氮气作为加工气体进行高压切割。这种情况下,切割边缘不会被氧化。厚度在10mm以上的板材,对激光器使用特殊极板并且在加工中给工件表面涂油可以得到较好的效果。
5.异型钢管在可以接受切割端面氧化的情况下可使用氧气;使用氮气以得到无氧化毛刺的边缘,就不需要再作处理了。在板材表面涂层油膜会得到更好的穿孔效果,而不降低加工质量。激光氧气切割原理是用激光作为预热热源,用氧气等活性气体作为切割气体。喷吹出的气体一方面与切割金属作用,发生氧化反应,放出大量的氧化热;另一方面吧熔融的氧化物和熔化物从反应区吹出,在金属中形成切口。由于切割过程中的氧化反应产生了大量的热,所以激光氧气切割所需要的能量只是熔化切割的1/2,而切割速度远远大于激光汽化切割和熔化切割。激光氧化切割主要用于碳钢、钛钢以及热处理钢等易氧化的金属材料。 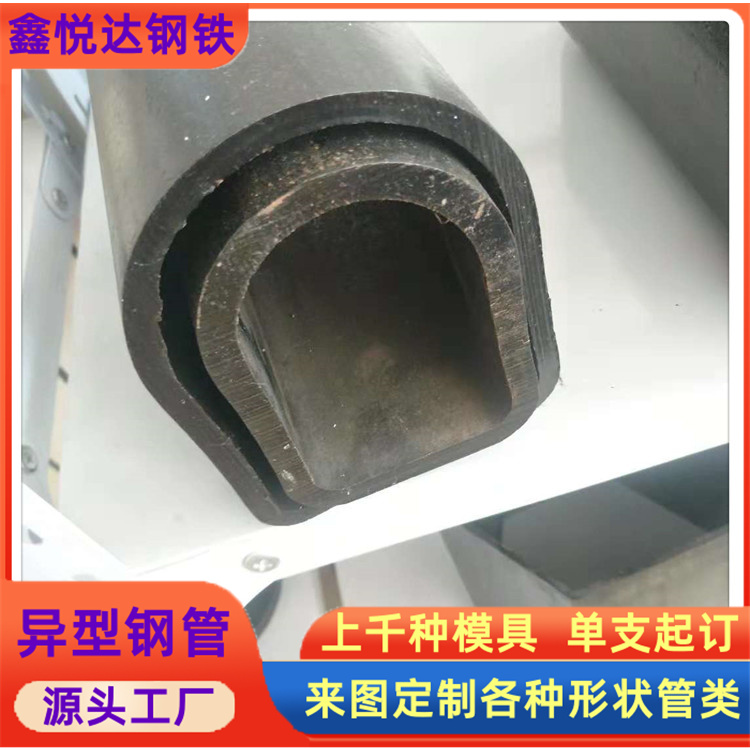
公司生产加工各种冷挤压、冷拔异型钢管。产品有各种规格方矩管、椭圆管、凹槽管、扇形管、D形管、三角管、元宝管、面包管、梅花管、五角管、六角管、八角管、菱形管、凸形管、P形管、T形管、8字管、暖气管、扶手管、护栏管、花键管、齿轮管、花生管、装修管等各种多边形异型截面管,同时可以根据客户图纸要求加工定做各种类型异型钢管。
4、应当选择热扎后置放0.5-2a的异型钢管,时刻过短,异型钢管表面装饰浅薄,时刻太长,异型钢管表面生锈过深,这种都是造成异型钢管表面前解决不充足,进而影响产品表面品质。对异型钢管外观检测的规定先,假如异型钢管是一个接一个地交到的,那么逐一定期检查标记,可是如果是成捆交到的,没有要查验每一个,要是检查一下就可以了。
产品执行:GB/T6725-2002,GB/T6728-2002,GB/T3094-2000,LW/T02-2004,DIN59410,EN10210等标准。产品广泛用于建筑工程、农业机械、体育器材、汽车制造、钢结构、、机床、矿山、桥梁护栏、幕墙装饰、家具、石化石油机械、纺织印染机械、工程机械、电力工程、造船、玻璃机械、塑料机械、及其他各种机械等众多行业。
三轮车框架用56×112镀锌马蹄管 厚壁D型管 坚固烧结生产过程温度控制在130℃以上,进入脱硫烟气温度也在120℃以上,吸收塔出口净烟气温度一般为45~60℃。这样就形成明显的烟羽现象,烟气温度越高烟羽现象越明显。脱硫生产过程运行稳定,两级除雾器运行效果明显,烟气流速阻力较小也是原因之一。由于湿法烟气脱硫后烟气处于湿饱和状态,环境温度越低,烟气中凝结的水汽会越多,更易形成烟羽及石膏雨现象。往往由于地区气候原因不同环境温度较低,出现的烟羽及石膏雨现象的几率相对较大。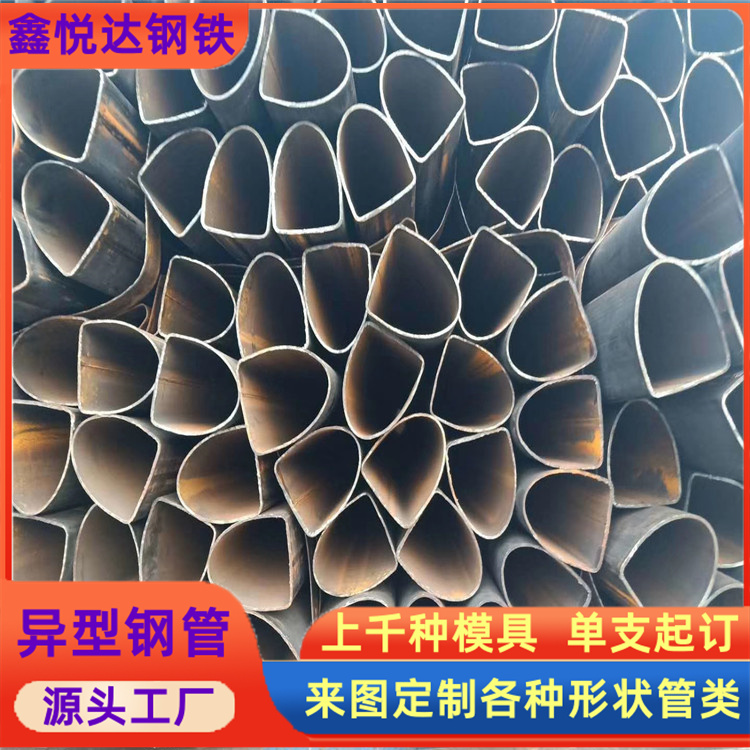
标签:56×112镀锌马蹄管,厚壁D型管,马蹄管,D型管