





关键词 |
八字管,镀锌八字管,8字管 |
面向地区 |
全国 |
产地 |
山东 |
用途 |
广泛用于各种结构件、工具和机械零部件 |
位移 |
其它 |
载荷 |
其它 |
颜色 |
黑色 |
适用范围 |
广泛用于各种结构件 |
材质 |
碳钢 |
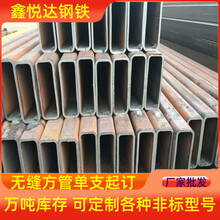
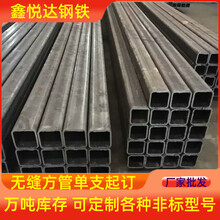
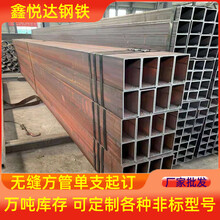
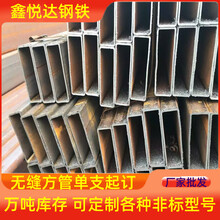
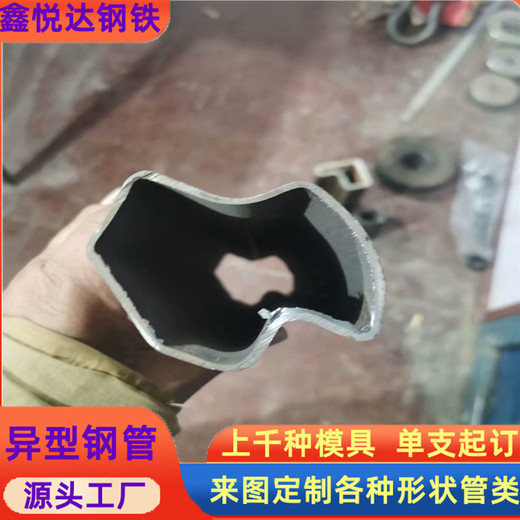
吉林八字管 货架横梁L型管八字管 钢梁锯床切割
山东鑫悦达钢铁有限公司是生产销售:异型管,异型钢管,异型方管,椭圆管等各种异型管产品,品种全,价格低,是销售异型管的生产厂家。
在各种异型钢管订制品类当中,随着产品的不断变化,不锈钢异形件加工常常使用激光切割来加工。激光切割的速度快,切口平整光滑,无任何剪切毛刺,加工的精度高,重复性也好,不会损伤材料表面,由数控编程,可对大型面积整板切割,经济又省时。
1.异型钢管激光切割加工是用不可见的光束代替了传统的机械刀,具有精度高,切割快速,不局限于切割图案限制,自动排版节省材料,切口平滑,加工成本低等特点,将逐渐改进或取代于传统的金属切割工艺设备,激光切割是将从激光器发射出的激光,经光路系统,聚焦成高功率密度的激光束。激光束照到工件表面,使工件达到熔点或沸点,同时与光束同轴的高压气体将溶化或气化金属吹走。随着光束与工件相对位置的移动,使材料切成切缝,从打达到切割的目的。
2.异型钢管激光氧气切割原料是用激光作为预热热源,用氧气等活性气体作为切割气体。喷吹出的气体一反面与切割金属作用,发生氧化反应,放出大量的氧化热;另一方面把熔融的氧化物和熔化物从反应区吹出,在金属中形成切口。由于切割过程中的氧化反应产生了大量的热,所以激光氧气切割所需要的能力只是溶化切割的1/2,而切割速度远远大于激光汽化切割和溶化切割,激光氧气切割主要用于碳钢、钛钢以及热处理钢等易氧化的金属材料。
3.异型钢管的激光切割是由激光器所发出的水平激光束经45°全反射镜变为垂直向下的激光束,后经透镜聚焦,在焦点处聚成一极小的光斑,光斑照射在材料上时,使材料很快被加热至气化温度,蒸发形成孔洞,随着光束对材料的移动,并配合辅助气体(有化碳气体,氧气,氮气等)吹走溶化的废渣,使孔洞连续形成宽度很窄(如0.1mm左右)切缝,完成对材料的切割。
4.异型钢管用氧气切割时会得到较好的结果,当用氧气作为加工气体时,切割边缘会轻微氧化。对于厚度达4mm的板材,可以用氮气作为加工气体进行高压切割。这种情况下,切割边缘不会被氧化。厚度在10mm以上的板材,对激光器使用特殊极板并且在加工中给工件表面涂油可以得到较好的效果。
5.异型钢管在可以接受切割端面氧化的情况下可使用氧气;使用氮气以得到无氧化毛刺的边缘,就不需要再作处理了。在板材表面涂层油膜会得到更好的穿孔效果,而不降低加工质量。激光氧气切割原理是用激光作为预热热源,用氧气等活性气体作为切割气体。喷吹出的气体一方面与切割金属作用,发生氧化反应,放出大量的氧化热;另一方面吧熔融的氧化物和熔化物从反应区吹出,在金属中形成切口。由于切割过程中的氧化反应产生了大量的热,所以激光氧气切割所需要的能量只是熔化切割的1/2,而切割速度远远大于激光汽化切割和熔化切割。激光氧化切割主要用于碳钢、钛钢以及热处理钢等易氧化的金属材料。 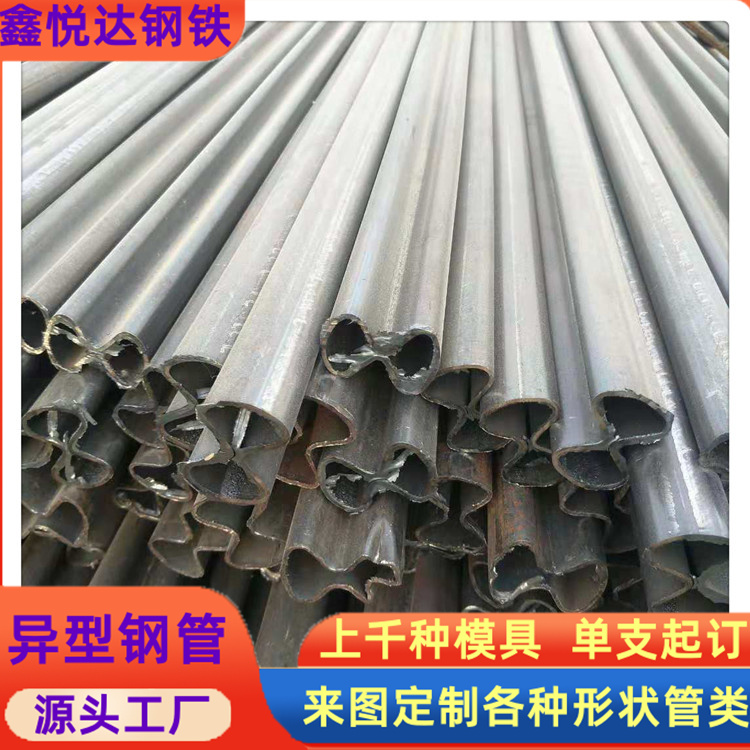
本公司拥有400T辊挤压机组一台,250T、150T液压拔机机组各一台,200T、100T、80T、50T液压校直机组六台,65T、20T、10T冷拔机组八台。采用煤气加热连续辊底炉热处理,并以的化学处理配方进行酸、磷、润滑处理,全公司配套设备总计在二百余台套。
异型管是无缝钢管的一种,在毛精轧管或原材料管扩径的全过程中根据多道次的冷拔生产加工而成,一般在0.5~100T的多肽链式或双链条式冷拔机里开展。异型管的直径能够到6毫米,厚度可去0.25mm,厚壁管直径可到5毫米壁厚低于0.25mm规格,精密度及其工艺性能比热扎(扩)管住,但受加工工艺牵制,其规格及其长短均受限制。
止回阀的阀瓣在流体压力作用下开启,流体从进口侧流向出口侧。当进口侧压力低于出口侧时,阀瓣在流体压差、本身重力等因素作用下自动关闭以防止流体倒流。GB12233-89《通用阀门铁制截止阀与升降式止回阀》GB12235-89《通用阀门法兰连接钢制截止阀与升降式止回阀》GB12236-89《通用阀门钢制旋启式止回阀》GB/T13932-92《通用阀门铁制旋启式止回阀》GB/T589-93《船用法兰青铜止回阀》GB/T592-93《船用法兰铸铁止回阀》GB8464-87《内螺纹连接闸阀、截止阀、球阀、止回阀通用技术条件》GB8465.4-87《内螺纹连接闸阀、截止阀、球阀、止回阀基本尺寸铁制止回阀》JB/T5336-92《止回阀产品质量分等》球阀球阀是用带圆形通孔的球体作启闭件,球体随阀杆转动,以实现启闭动作的阀门。3.2.制孔方式传统的钢结构生产模式,没有的制孔加工设备,构件制作时长度方向留出余量,为孔距孔位的性,制孔要待构件终成型后,手工或半自动地完成。博思格建筑系统(巴特勒)轻型钢结构生产模式,所有腹板、翼板上的孔,全部是数控加工,在加工翼板、腹板过程中,同步完成。3.3.精度控制传统的钢结构生产模式,由于胶囊控制长度方向尺寸精度,要针对焊接切割装配所产生的变形、误差,在长度方向留出余量,待终成型以后,手工或半机械化地切除余量。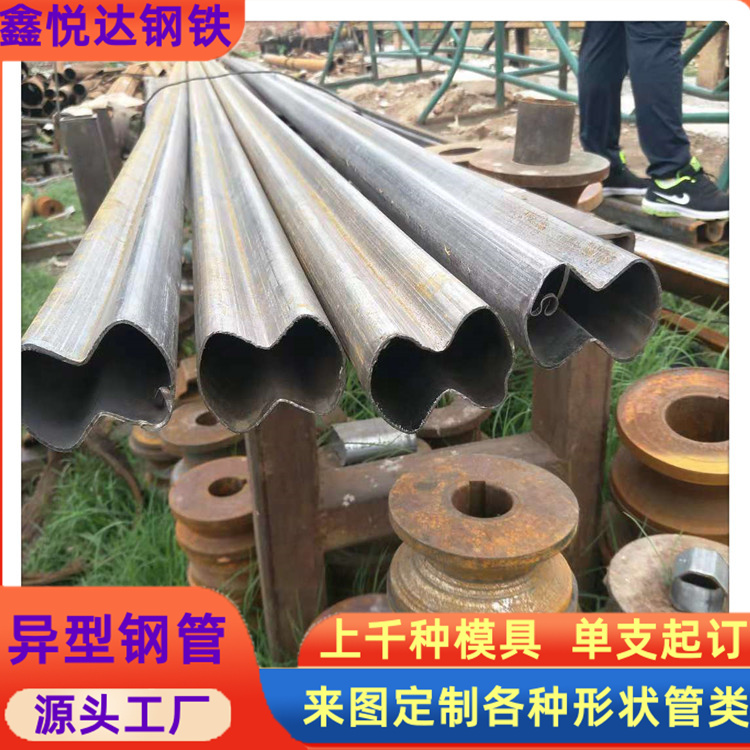
生产范围:方管100*100-600*600mm,矩管50*50-700*800mm,壁厚2.0-30mm,可生产焊接方矩形钢管、无缝方矩形钢管、不锈钢方矩形钢管及非标方矩形钢管,承揽三角形、八棱形、椭圆形钢管、圆管、平椭管,D型管,凹型管,H型管、半圆管、六角管、面包管、扶手管、元宝管、T型管、三角管等所有金属类异型管,规格、质量,从多方面满足了社会生产需求。严格按照国标GB/T6728-2002、美标ASTMA500标准要求。
(一)提升加温加工工艺加温温度过高或时间太长,都是导致氧化铁皮黏附在异型管胚料常规表层难以消除。为防止因加温导致除磷不净,在考虑生产工艺流程的标准下,分钢材牌号、规格型号对胚料加温时间开展提升调节。(二)细致除磷工艺流程粗轧环节开展四次除磷,确保将一次氧化铁皮消除整洁。在精扎环节依照异型管薄厚的不一样提升精除磷频次,20-30mm薄厚规格型号冷轧少提升一次精除磷,30mm左右薄厚规格型号也要提升频次。此外,在卷轧前少提升一次,使卷轧加工工艺总除磷频次不少于要求,除磷实际效果。
【标题【云段落】

全国八字管热销信息