娄底q195b无缝方管厂家 150*150*30-12无缝方管矩管10*20-100*200mm厚度0.4-0mm花管9-72mm厚度0-5mm工业配管用不锈钢钢管执行标准ASTMA312ASTMA778GB/T12771材质进口正材304304L316316L产品用于化工、石化、水处理、造纸、食品卫生等设备的配管失稳问题的处理,主要从道空拉模的设计着手方管协会发布空拉模的设计空拉模模孔由入口锥、定径带及出口锥3部分组成。定径带是一个方柱体,其长度取1015mm,出口锥为一方锥体,其尺寸与普通圆管冷拔模的取法相同。失稳原因大多源于入口锥设计存在问题。入口锥是由4个相同的二次曲面组成的喇叭口。二次曲面与定径带方柱体的表面相交形成过渡区。入口锥的基本参数取值思路如下入口平面的4个圆弧组成的弧方形,圆方弧的弧边的曲率半径近似取空拉前管坯直径,弧方角部近似取成品角的2倍入口锥角根据经验负荷小,取值范围10°13°区间,本次取12°。
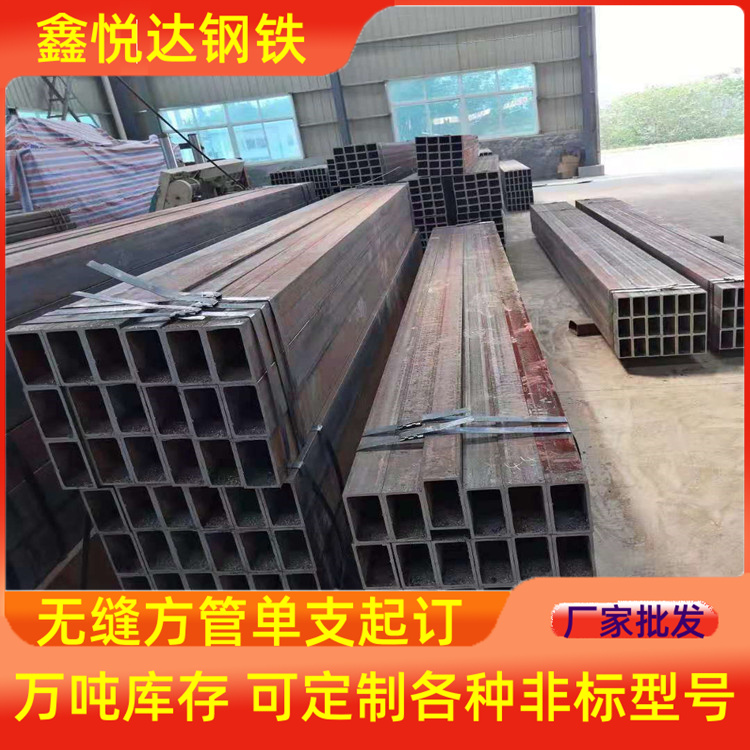
方管有无缝和焊缝之分,无缝方管是将无缝圆管挤压成型而成。方形钢管,厚壁方形钢管,大口径方形钢管,无缝方形钢管,低合金方形钢管,135*135*10方形钢管,塔吊用方形钢管,Q345B低合金方形钢管,20#无缝方形钢管

1.方管的性能指数分析-塑性
塑性是指金属材料在载荷作用下,产生塑性变形(变形)而不破坏的能力。
2.方管的性能指数分析-硬度
硬度是衡量金属材料软硬程度的指针。目前生产中测定硬度方法常用的是硬度法,它是用一定几何形状的压头在一定载荷下被测试的金属材料表面,根据被程度来测定其硬度值。
常用的方法有布氏硬度(HB)、洛氏硬度(HRA、HRB、HRC)和维氏硬度(HV)等方法。
3.方管的性能指数分析-疲劳
前面所讨论的强度、塑性、硬度都是金属在静载荷作用下的机械性能指针。实际上,许多机器零件都是在循环载荷下工作的,在这种条件下零件会产生疲劳。
4.方管的性能指数分析-冲击韧性
以很大速度作用于机件上的载荷称为冲击载荷,金属在冲击载荷作用下抵抗破坏的能力叫做冲击韧性。
5.方管的性能指数分析-强度方形钢管,厚壁方形钢管,大口径方形钢管,无缝方形钢管,低合金方形钢管,135*135*10方形钢管,塔吊用方形钢管,Q345B低合金方形钢管,20#无缝方形钢管
强度是指金属材料在静荷作用下抵抗破坏(过量塑性变形或断裂)的性能。由于载荷的作用方式有拉伸、压缩、弯曲、剪切等形式,所以强度也分为抗拉强度、抗压强度、抗弯强度、抗剪强度等。各种强度间常有一定的联系,使用中一般较多以抗拉强度作为基本的强度指针。
娄底q195b无缝方管厂家 150*150*30-12无缝方管矩形方管的咬口连接应采用进口自动咬合器进行咬合工艺。矩形方管管体与插接法兰间的连接应采用无铆钉连接工艺,运用进口设备进行无铆钉连接工艺。矩形方管的连接法兰应采用连板法兰及插接法兰连接工艺,方管大边边长小于或等于2000mm时应采用共板法兰连接形式,方管大边边长大于2000mm和小于等于2500mm时应采用插接法兰连接形式,矩形方管应机械压制加强筋,其加强筋间距为300mm左右。
常用规格
500*500*8~25方钢管140*140*4~14方钢管
135*135*4~14方钢管 130*130*4~12方钢管
450*450*8~25方钢管120*120*4~12方钢管
400*400*8~25方钢管110*110*4~12方钢管
350*350*8~25方钢管100*100*4~12方钢管
300*300*8~25方钢管80*80*4~12方钢管
280*280*8~25方钢管60*60*4~12方钢管
250*250*8~25方钢管 50*50*4~12 方钢管
220*220*8~25方钢管40*40*4~10方钢管
200*200*8~25方钢管30*30*2~6方钢管
180*180*7~20方钢管20*20*2~4方钢管
160*160*5~16方钢管150*150*5~14方钢管
方形钢管,厚壁方形钢管,大口径方形钢管,无缝方形钢管,低合金方形钢管,135*135*10方形钢管,塔吊用方形钢管,Q345B低合金方形钢管,20#无缝方形钢管
1.可执行GB6728-2002结构用冷弯空心型钢标准。
2.可执行JISG3466-88日本一般构造方矩管适应范围标准。
娄底q195b无缝方管厂家 150*150*30-12无缝方管分类编辑不锈钢方管分类方管分无缝钢管和焊接钢管(有缝管)两大类。按断面形状又可分为方形和矩形管,广泛应用的是圆形钢管,但也有一些半圆形、六角形、等边三角形、八角形等异形钢管。对于承受流体压力的不锈钢方管都要进行液压试验来检验其耐压能力和质量,在规定的压力下不发生泄漏、浸湿或膨胀为合格,有些钢管还要根据标准或需方要求进行卷边试验、扩口试验、压扁试验等。生产该产品完全依靠现有的设备和工艺,主要设备有60MN(6000t)挤压机和7MN(700t)的拉拔机及辅助设备。工艺流程管坯→切断→镗孔→加热→穿孔→加热→挤压→酸洗→修磨→润滑→焊头→空拔→衬拔→探伤→定尺→包装。实施过程中出现的问题及处理办法空拔主要参数如下毛坯规格281mm5mm,毛坏酸洗后,经修磨壁厚达到成品的要求;道次空拉前规格273mm×0mm,然后涂灰和焊头拉后规格口230mm×230mm×0mm经第二道次空拉后,方管表现为边部下凹,角度超差,没有达到设计的要求。分析原因后,从改进拉拔模的设计开始并改空拉为衬拉。